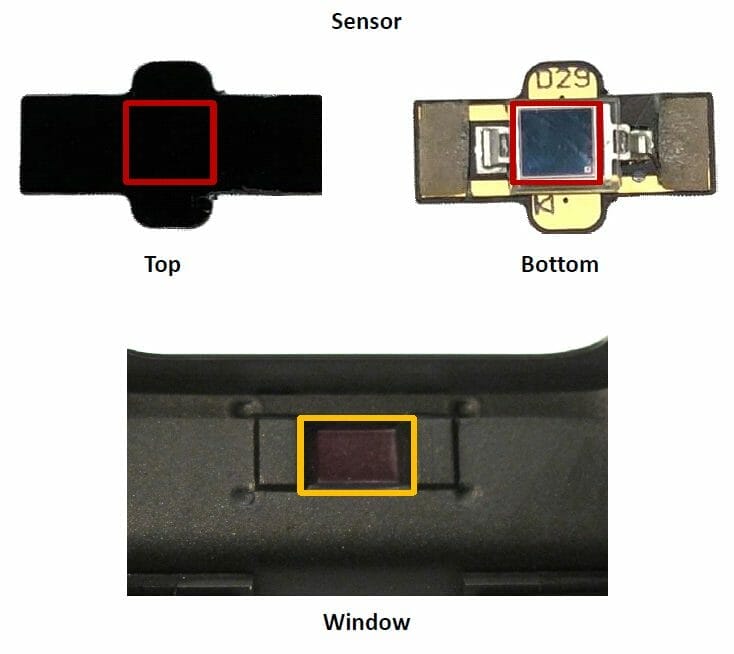
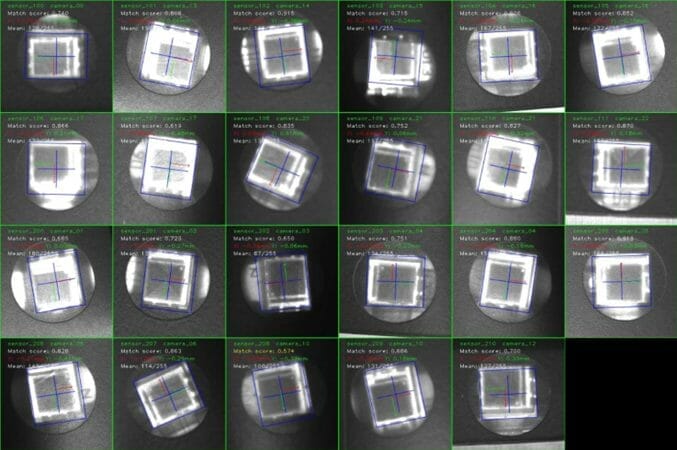
Each molded VR headset included a front and rear case with multiple flexible printed circuits (FPCs) and numerous location sensors. The sensors in the headsets would detect precisely emitted laser light from external base stations (light towers) positioned proximate to the user. This sensor data enabled the VR system to process the time and position of the detected light and use it to triangulate real-time positions and to track user movement in three-dimensional space.
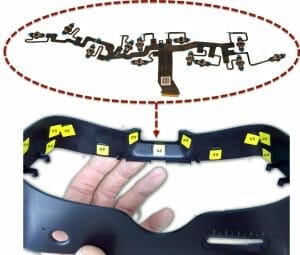 Each flexible printed circuit assembly included a set of up to twelve (12) sensors each that required highly precise bonding onto the inside of a front or rear headset case using two extremely small pressure-sensitive adhesive tabs per sensor.
Each flexible printed circuit assembly included a set of up to twelve (12) sensors each that required highly precise bonding onto the inside of a front or rear headset case using two extremely small pressure-sensitive adhesive tabs per sensor.
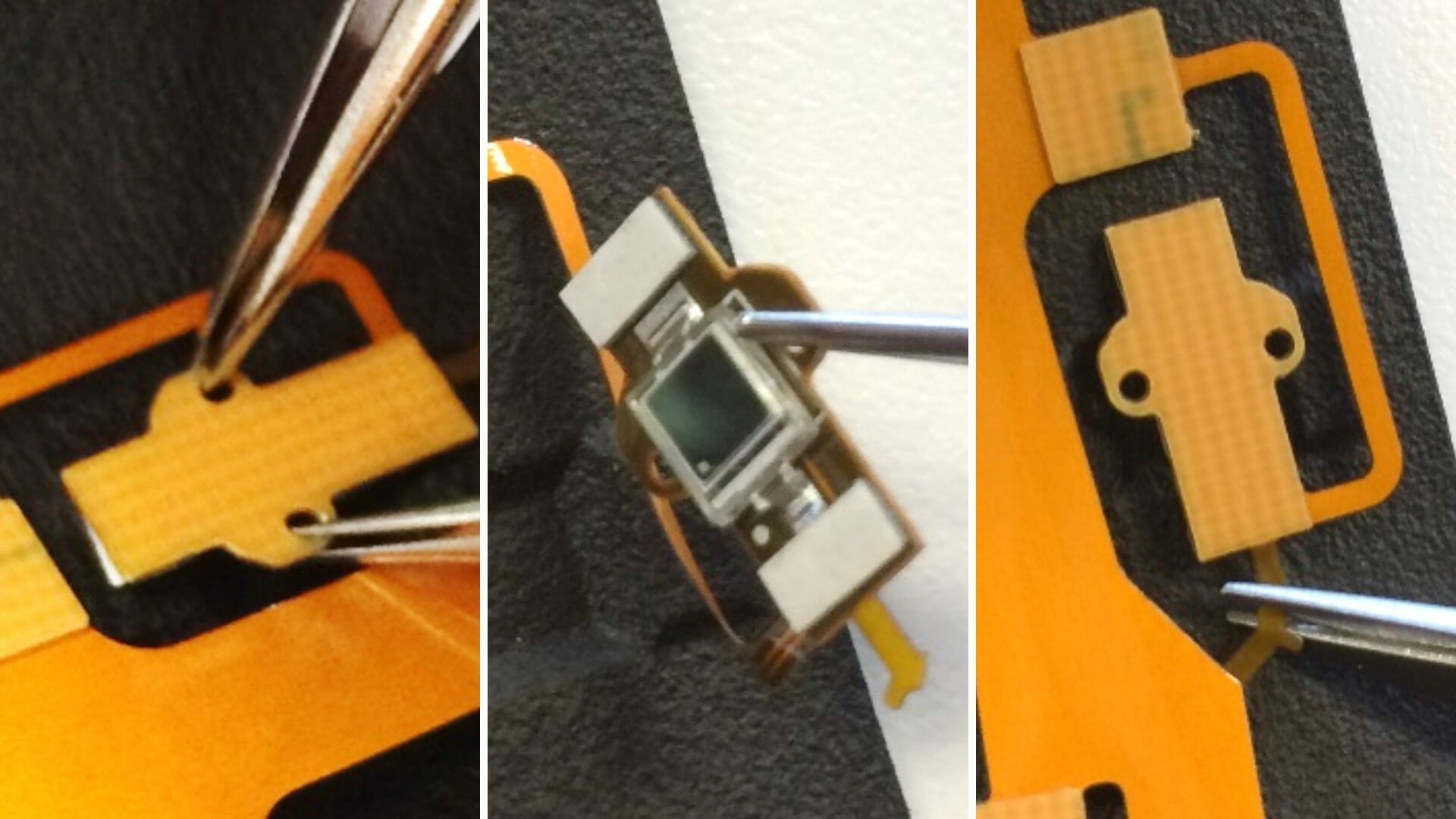
Manual sensor bonding was a painstaking process which yielded too much variation in the part positioning of the finished assembly. A technician, equipped with fine tweezers, would painstakingly prepare each FPC and its individual location sensors by carefully removing the adhesive tabs from each sensor and maniuplating them onto the mounting locations throughout the inside wraparound of each molded front and rear case.

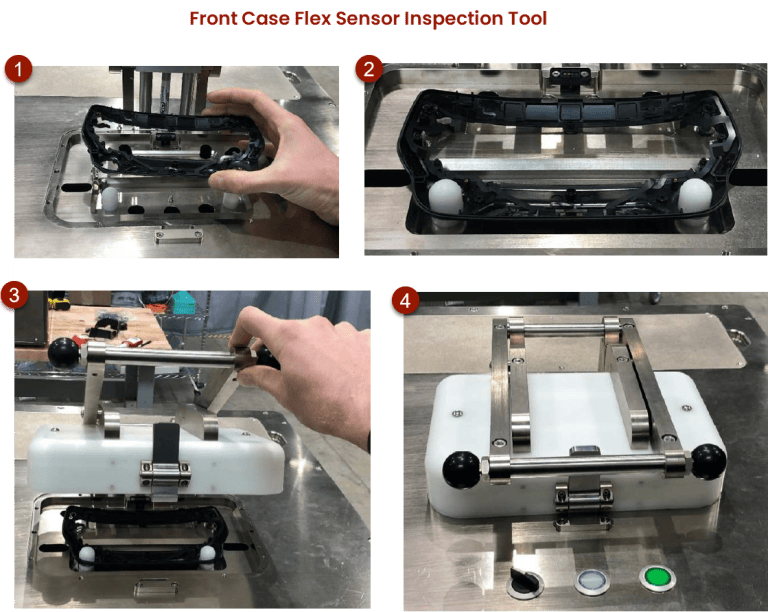
Flex Sensor Placement & Bonding Tool
 AC’s design solution was a compact, multi-axis, and force-adjustable tool enabling the precise material handling and positioning of assembly parts.
AC’s design solution was a compact, multi-axis, and force-adjustable tool enabling the precise material handling and positioning of assembly parts.
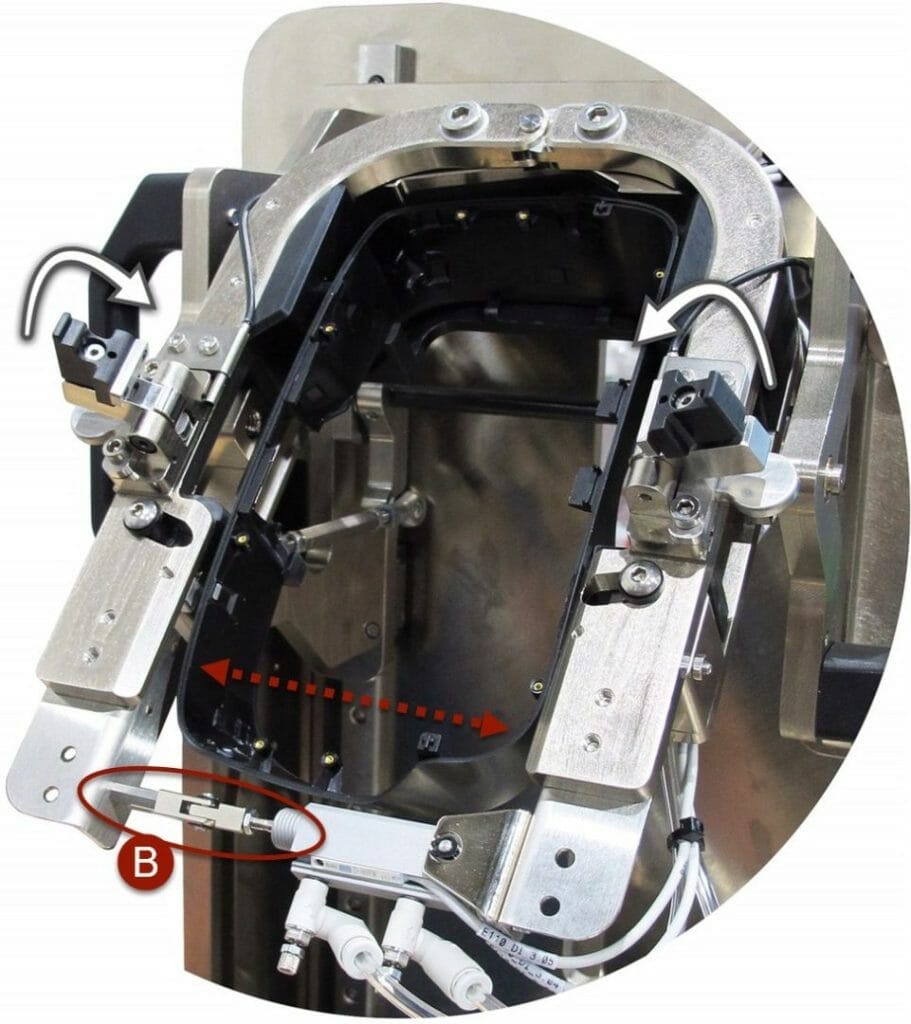
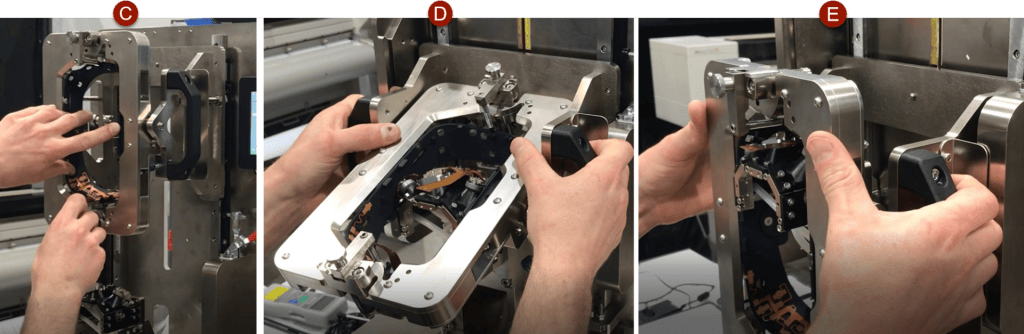
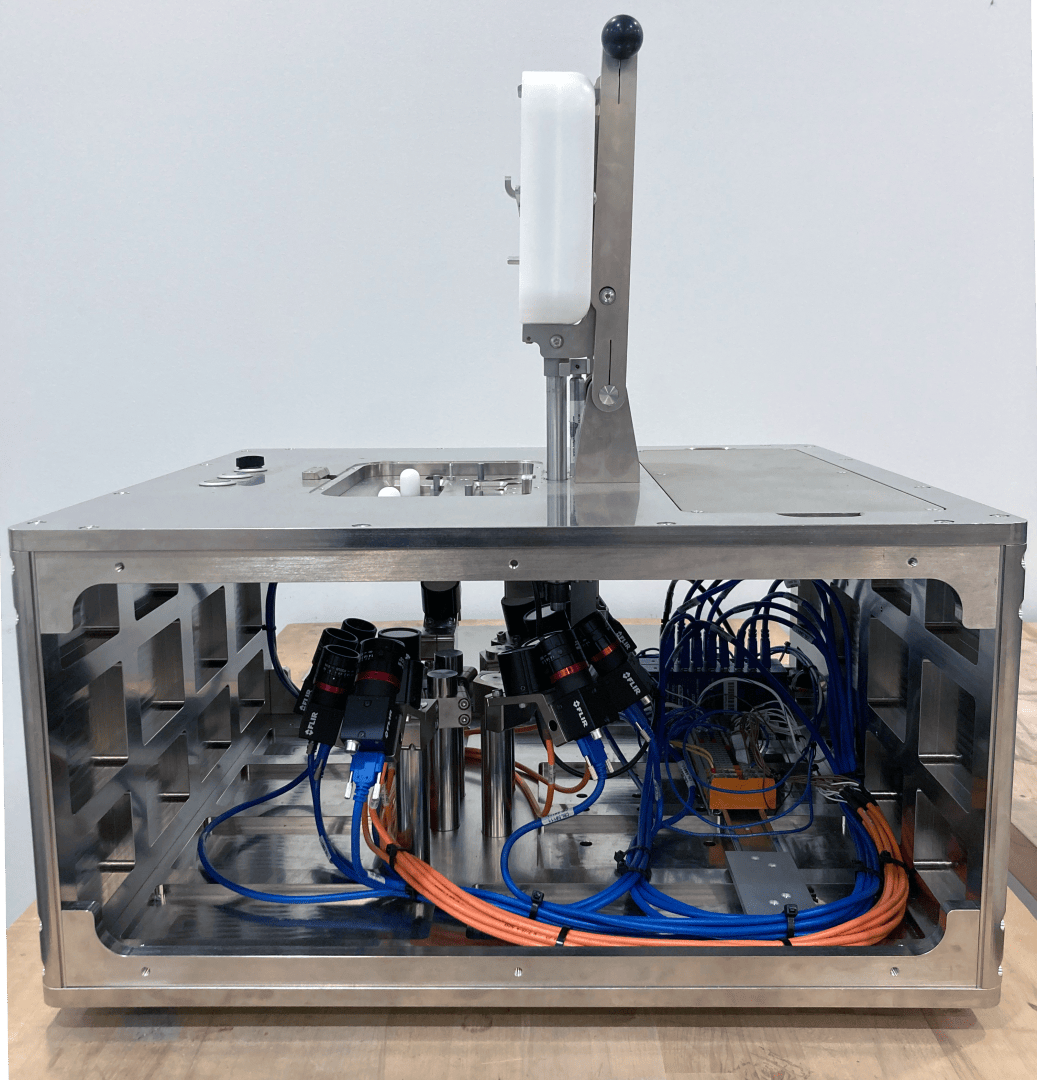
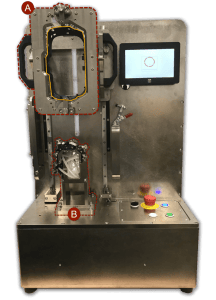
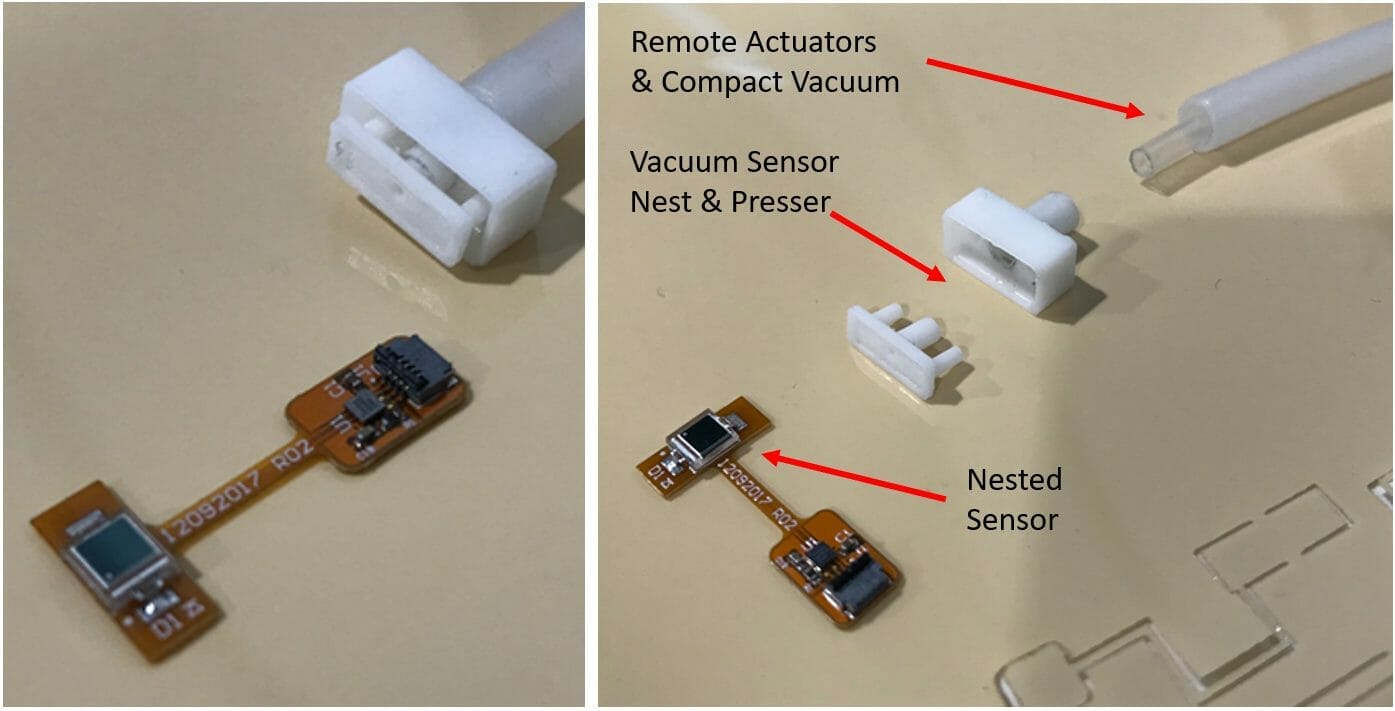
Flex Sensor Placement & Bonding Tools were developed for each distinct front and rear molded case. The tools would enable a technician to quickly secure a headset case into a carriage assembly (A) with the corresponding FPC and sensors secured onto a lower nest (B) where the sensor bonding sequence would be carried out.
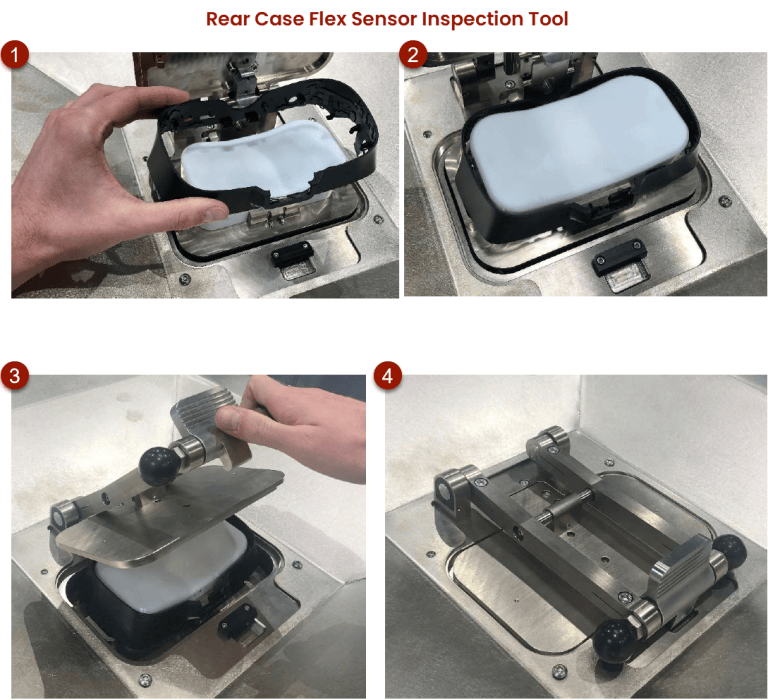
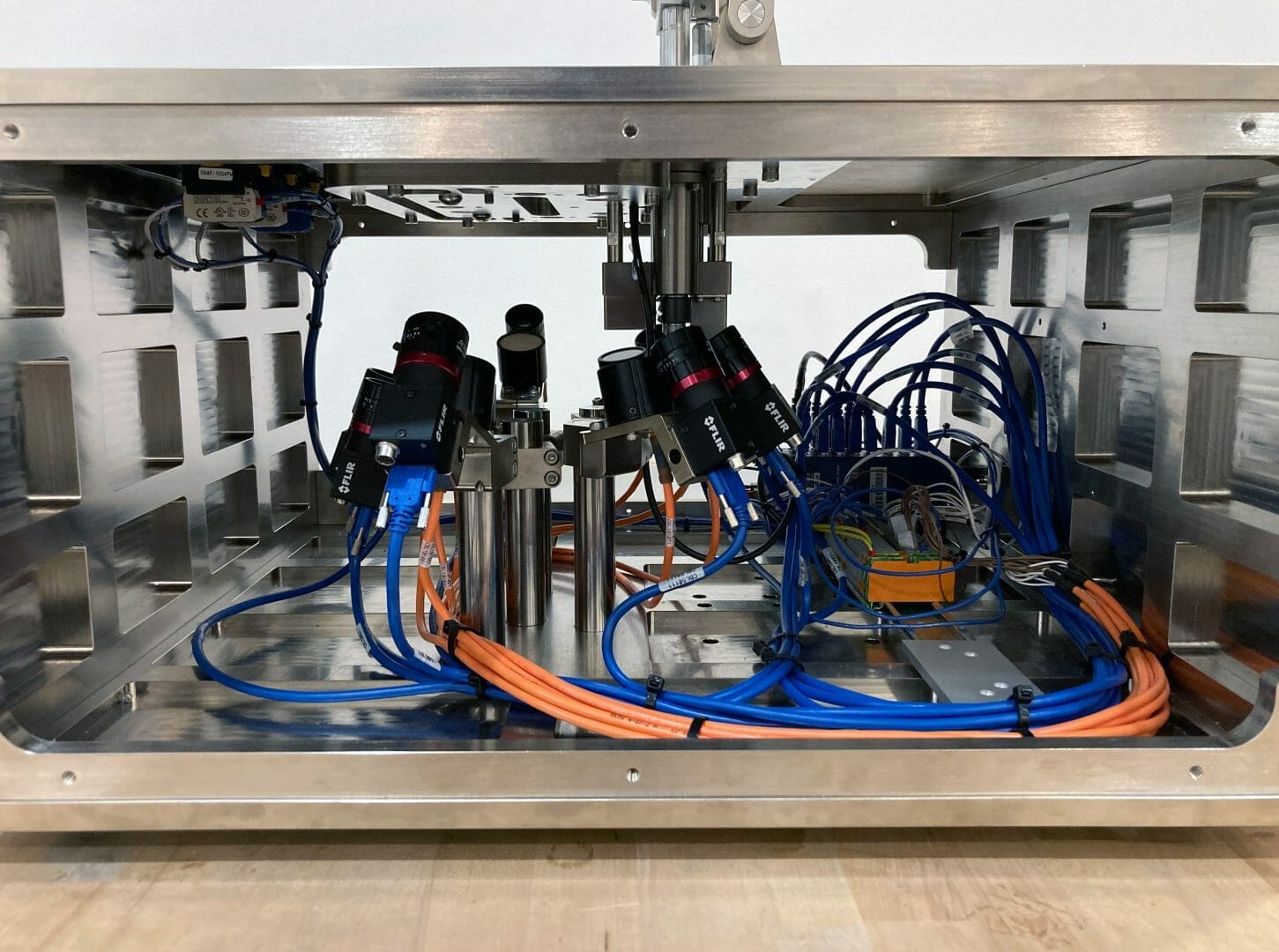
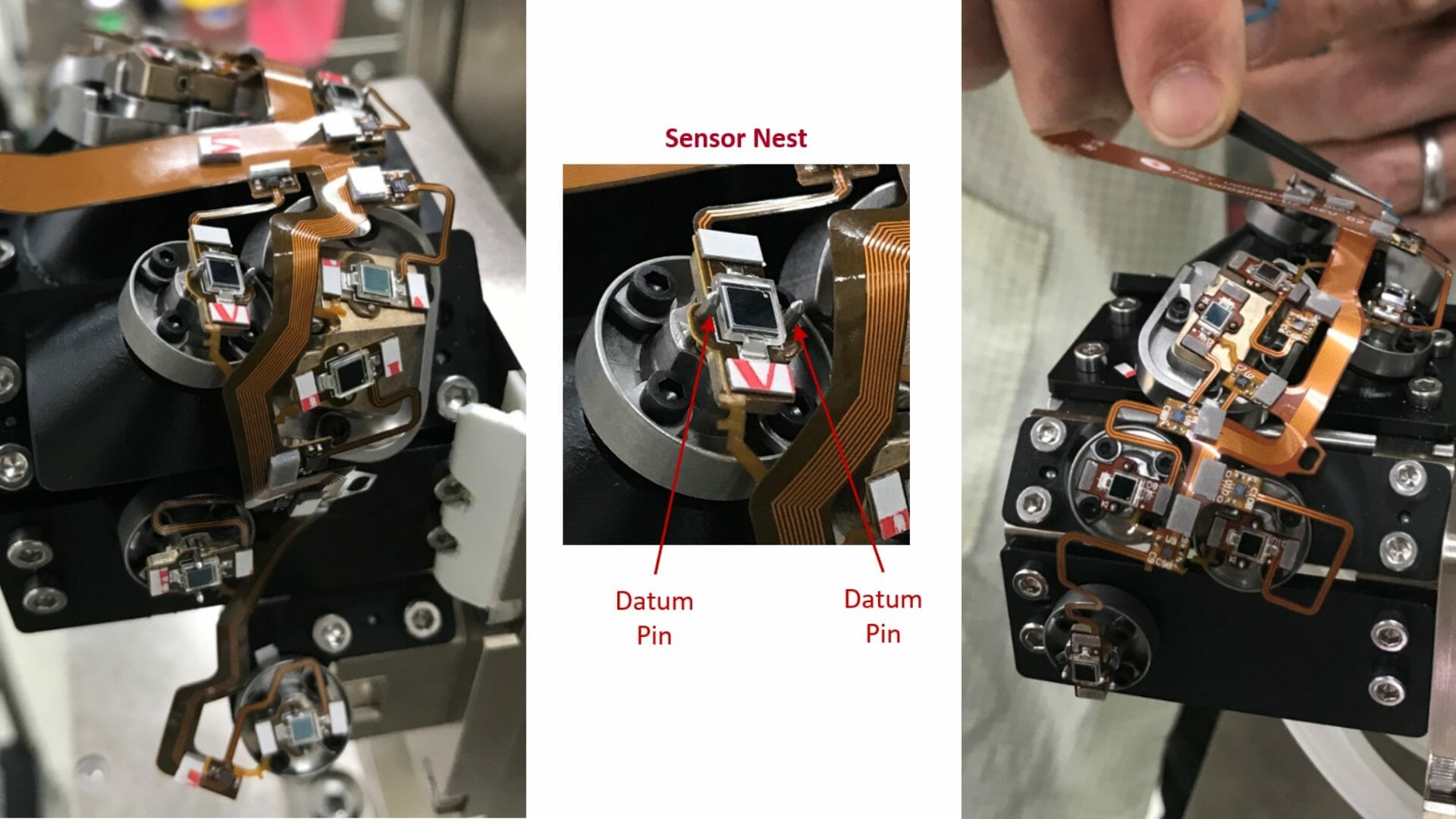
The lower nest would utilize an array of vacuum mounts and pneumatic actuators – a straightforward mechanical solution to enable precise energy control, actuation of the bonding sequence, and fine adjustability of the position of any given sensor if found to be misaligned because of minute deviations in manufacturing tolerances.
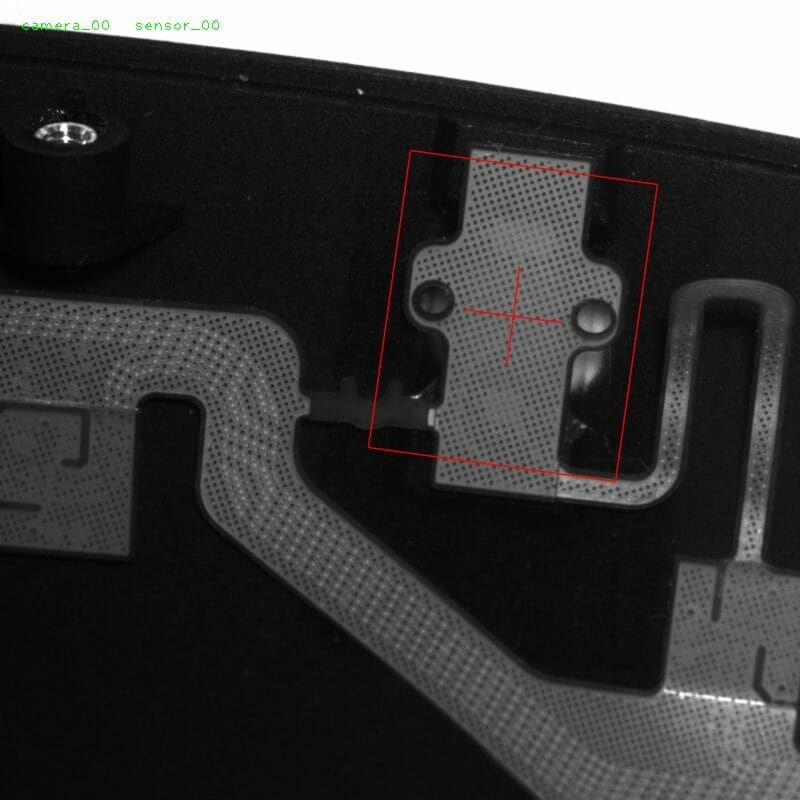
Adjustability of Flex Circuit Sensor Positioning
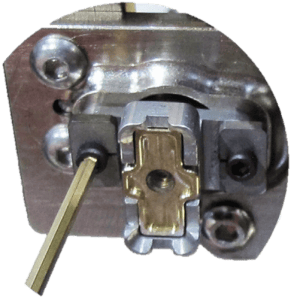 Because of potential manufacturing tolerance variances, the vacuum housing was designed with two (2) adjustable hex screws at each sensor position to enable a technician to fine tune the X- and Y-axis placement of each sensor. Furthermore, the XY position of the tool base and the angle of the nest were all designed to enable fine adjustments. Valve’s technicians could ensure ongoing accuracy of the position of the tool nest and the sensors as their assemblies evolved.
Because of potential manufacturing tolerance variances, the vacuum housing was designed with two (2) adjustable hex screws at each sensor position to enable a technician to fine tune the X- and Y-axis placement of each sensor. Furthermore, the XY position of the tool base and the angle of the nest were all designed to enable fine adjustments. Valve’s technicians could ensure ongoing accuracy of the position of the tool nest and the sensors as their assemblies evolved.