As we covered in Part 1 of our series on Selecting a Part Feeder, there are several different types of part feeding systems. We began our series by looking at the advantages of flex feeders, which are ideal when you need a reliable and re-configurable feeder that can handle frequent changeovers and accommodate a variety of different part geometries with high efficiency and reliability.
Sometimes, however, the best choice for your application might be a continuous feeding system that is configured for high-volume manufacturing of a single part with speed and ultra-low maintenance taking priority over changeover flexibility.
For high-volume part feeding applications, bowl feeders have been the gold standard of industrial part feeding lines for decades. Industry expertise is refined and enables rapid configuration and feed system design for almost any application.
Bowl feeding systems accommodate many different part geometries and sizes for almost any part complexity and application, including cleanroom pharmaceutical and medical parts, anti-static micro-electronics, small and difficult to handle parts, heavy duty industrial hardware, and much more.
Though the initial investment can be higher than with other part feeding systems, for high throughput requirements, bowl feeders are among the most cost effective, reliable, and durable solutions.
Is a bowl feeder the right part feeding solution for your manufacturing automation project? To find out, let’s take a closer look at the clear advantages of bowl feeders while assessing the investment and configuration requirements.
A “bowl feeder” generally refers to a fully automated and self-contained vibratory part feeding and handling system designed to move parts with an overall manufacturing process. Bowl feeding systems are typically comprised of the following components:
A) Hopper – Container of bulk parts; delivers them into the bowl feeder at a configured rate
B) Bowl – Cylindrical container that spins and vibrates to force parts along spiral tracks toward a linear feeder; some bowl feeders are centrifugal or conical; spiral tracks are engineered to orient parts in desired position before entering the linear feeder; bowl diameters can be roughly 6in to 36in
C) Drive Unit – Base power output and vibration mechanism underneath the bowl
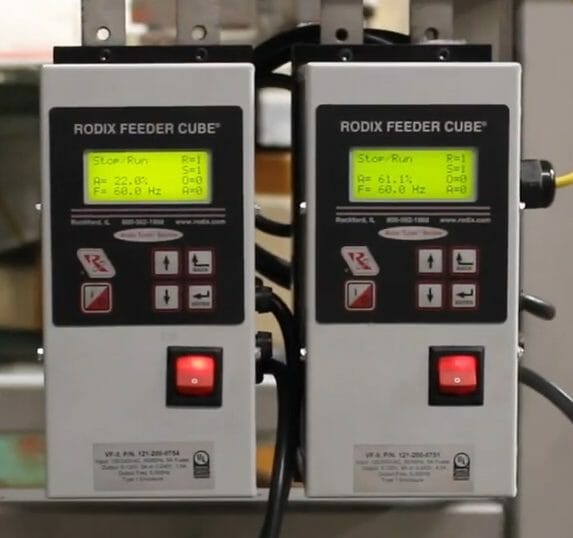
D) Control Box – External variable control of rotation speed and intensity of vibration; may also control hopper and linear feed mechanisms
E) Linear Feeder – Singulates parts and stages them in correct orientation for further conveyance or processing
F) Low Sensor – Detects low part levels in bowl for operator monitoring
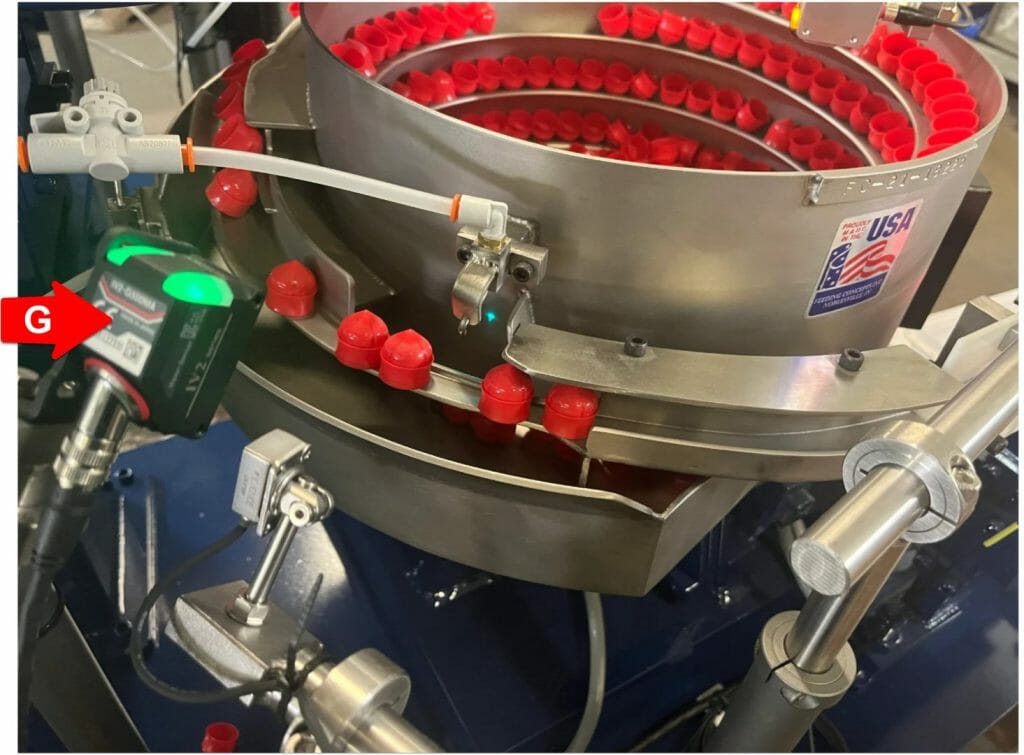
G) Vision System – Integrated laser sensor added to bowl or linear feeder when needed to qualify part presence, orientation, appearance, volume, or quality; some sensors are configured to switch or trigger other mechanisms and components

Here’s a resource showing a cross-sectional view of a feeder bowl configuration:

For a short overview of bowl feeders and how they can be configured for different applications, see this third-party video on Vibratory Feeder Basics.
RESOURCE CREDIT: Feeder University
Bowl feeders offer some distinct advantages worth celebrating, but also come with clear challenges to consider carefully before investing.
Advantages of bowl feeding
> Ideal for high-speed, high-volume feeding dedicated to a single part size
> Easy and safe to operate
> Low downtime once tuned for operation
> High customization; equipment is typically designed to your part’s exact specifications
> Compatible for many applications and part materials
> Compatible with vision inspection system
> Excellent total cost of ownership (TCO) because of high throughput, uptime, low maintenance, and lifetime performance
Challenges of bowl feeding
> Higher initial capital investment than most systems
> Large footprint
> Louder operation; can require sound-dampening barriers
> Requires a singulator to separate bulk parts from the bowl
> Requires supplier customization
> Requires planning for inline part jam clearing and recovery
> Not intended for frequent part changeouts; tuning can be challenging for air blowoff adjustments that are used to orient and/or reject parts


Bowl feeders work well with a wide range of part geometries and materials. Additionally, there are surface material options for bowls and linear feeders so they can be designed to reduce friction or static with a specific part. However, bowl feeders do not accommodate all applications; there are some parts that don’t feed well through a bowl feeding system.
The size of parts that work well with bowl feeders depends on the desired throughput. Larger, heavier, and/or longer parts require larger bowls and inline sections as well as drive motors. These factors impact the volume and speed of parts moved through the bowl feeding system.
Also, because bowl feeders typically utilize part toppling mechanisms, compatible part types largely depend on their geometry and their center of gravity. Round parts, for example, without an off-axis center of gravity are generally difficult to orient in a bowl feeder.
Parts that work well with bowl feeding
> Parts made from a wide range of metal, plastic, rubber, and medical-grade materials
> Parts with an off-axis center gravity that have a high probability of orienting correctly when dropped (facing up or down) or flipped over on demand
> Parts that can be mechanically or pneumatically repositioned
> Parts that can be dispensed from a bulk hopper without incurring damage
> Parts that can be identified quickly with vision inspection using simple criteria, like size, orientation, and color
Parts to avoid with bowl feeding
> Very small parts <1mm
> Fragile or delicate parts
> Parts that can easily entangle with each other or clump together (e.g., springs)
> Parts that have manufacturing residue (e.g., oil, grease, etc.)
> Parts that require special indexing or complex vision inspection criteria should be assessed to determine compatibility
Vibratory units are the primary kinetic methods for moving bulk parts through the bowl feeding system:
1. Starting in the hopper, bulk parts are vibrated outward into the bowl feeder.
2. The vibratory drive unit under the bowl controls the frequency, duration, and direction of the vibration.
3. As the bowl vibrates and spins, parts are moved or forced outward into one or more spiral tracks emanating from the center of the bowl.
4. Through the track, parts are oriented correctly before entering the linear feeder, either through mechanical guides or pneumatic air-jet assistance.
Overall, vibratory units are essential to the overall movement of parts through a bowl feeder – they are included by default in the design of a bowl feeding system.
Using Vibration Controls to Fine-Tune Part Movement
VIDEO CREDIT: Ceylon CAD Solidworks Simulation
Vibration also controls the orientation and direction of movement of parts through the system:
> On the hopper, the dispense rate of parts is controlled by varying the frequency, duration, and direction of the vibration.
> The same principle holds true for most feeders, where frequency, duration, and direction adjustments directly affect how parts move.
> Specific vibration settings can shift parts forward or backward, or even flip them over.
> If parts clump or bunch-up at the end of the feeder, vibration adjustments can also push those parts back from the end to be separated.
Most bowl feeding systems can handle many assembly requirements, but it’s possible to integrate additional components to enhance the operation, by including:
> Pre-Bulk Feeder – Keeps a constant supply of parts in the part hopper.
> Purge Gate or Bin – Enables unloading of remaining parts quickly during lot or product changeout.
> Vision System – Enables inspection of parts to identify size, orientation, and color.
> Multi-Up Inline Feeder – Increases throughput by adding multiple feeders, though also adds complexity and increased risk of part jamming.
> Presentation Nests and Escapement Mechanisms – Presents, isolates, places, stacks, or singulates parts for simpler pick-and-place handling in the system.
> Sound Enclosure or Barrier – Dampens ambient noise of bowl feeding system.


For a demonstration of different types of specialty enhancements added to bowl feeding systems, scan through this third-party video playlist on YouTube:
RESOURCE CREDIT: Specialty Parts Handling Systems & Feeder Components – Hoosier Feeding Company
Though bowl feeding systems rarely require vision systems, when parts need to be identified or qualified to meet certain criteria, a vision inspection system can be added. Because of the speed and continuous movement of parts, inspection criteria may be limited to qualify part presence, orientation, appearance, volume, or quality.
Vision sensors may also be used to configure switches or triggers of other mechanisms and components in the line.
When vision inspection is required, it’s important to ensure part suitability and successful operation by considering part characteristics, such as:
> Contrast with the background
> Clean part edges and datums presented to camera
> Tendency to clump
> Propensity of parts to overlap
> Stable resting orientation

Because high throughput is influenced by many factors, having a test plan ensures that the final configuration and implementation is efficient and successful.
For example, it’s important to have a clear expectation of how many parts are required to configure, debug, and perform Factory Acceptance Testing (FAT) before on-site implementation. Some parts can be continually re-run through the bowl feeding system during the testing phase. However, other parts may not be as durable and need to be removed after a few cycles. Adequate testing requires an adequate supply of parts, which is just one consideration of a proper test plan.
There are times FAT won’t be attached to the final machine that removes parts, but it’s still important to test the rate at which parts are removed from the system to simulate high speed operation.
Even how bulk parts will be stored should be considered in the test plan. For example, stacking heavy parts in a bulk storage container can result in damage or deformation to parts that are at the bottom of the stack.
Implementation Objective
Testing Considerations
Part Feeding: Ensure parts are continuously available for the required throughput as the feeder cycle increases.
Is there an adequate supply of bulk parts available to simulate feeding from the bulk hopper into the bowl feeder? What volume of waste is expected -vs- parts that will survive repeated testing through the system?
Are there any issues with the volume and rate of bulk part feeding into the bowl?
How do part geometry and characteristics interact with the bowl and linear feeder?
Are parts continuously flowing through the system?
Would surface texture and material modifications help?
Does the feed size need to be adjusted for the part size?
Operational Dependencies: Ensure the seamless operation of all dependent components.
Are the feed and pick actions performed successfully in parallel?
When vision inspection is required, is there any obstruction caused by the movement or position of feed, pick, and vision components?
Location Requirements: Ensure the location accommodates operational scaling.
Does the location enable buffering and staging of parts downstream of the feeding system?
For the footprint of the feeding system, is the location adequate to enable a second feed system when higher throughput is required?
Choosing the right part feeding system doesn’t have to be overwhelming.
AC has a wealth of knowledge and a collaborative team of experienced engineers to help you identify and integrate the right feeder into your manufacturing automation environment.
We can help you consider the tradeoffs to find the most suitable part feeding systems for your application. Working from your budget requirements, we can identify the best solution that meets your total cost of ownership (TCO) objective.
How can we help you select the right parts feeder for your unique application? Talk with an engineer today.