

We thrive on challenges that lack predicate solutions—such as the intricate, precision-driven assembly of flexible printed circuit boards (flex PCBs). Over the years, as Valve expanded its Steam product line, AC partnered closely with their team to engineer critical solutions that advanced product development. Through our Integrated Engineering Team (IET), we contributed to the development of the Steam Controller and the Linux-based Steam Machine console. Building on that momentum, Valve was also preparing to launch its own first-generation Index VR headset.
When they were ready to dive into full development of the Index VR system, our R&D Accelerator and Product Development teams jumped at the opportunity to compete and help them realize their vision within an accelerated one-year product development and market launch window.


While the headset hardware and firmware prototypes were taking shape, our Manufacturing Automation engineers were brought in to develop solutions for the headset and flexible circuit assembly. Managing the assembly meant solving clear challenges with the flex circuit sensor bonding process to achieve greater speed, accuracy, consistency, and quality assurance.
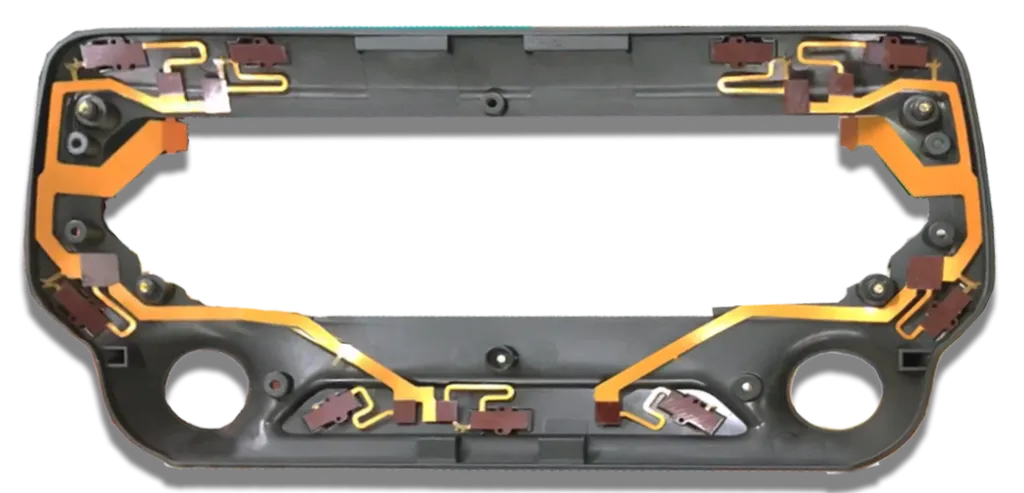
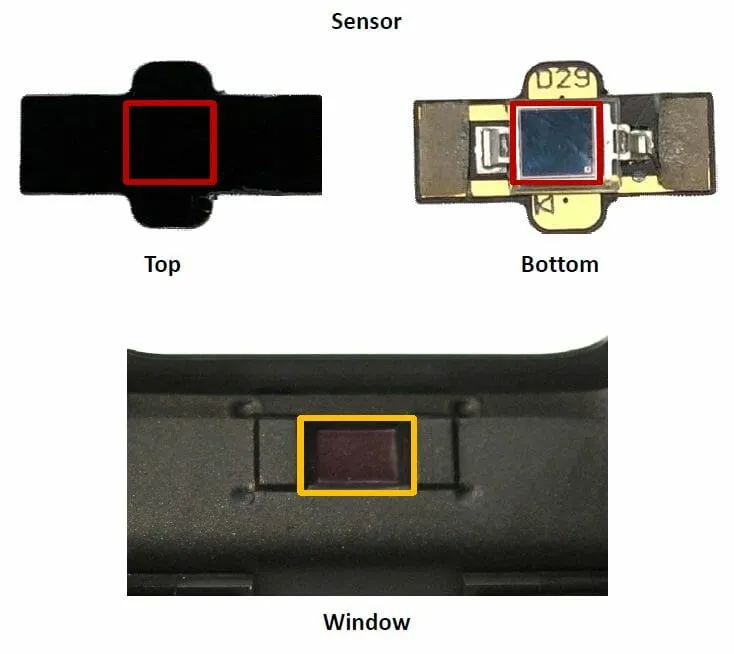
Each molded VR headset included a front and rear case with multiple flexible printed circuits (FPCs) and numerous location sensors. The sensors in the headsets would detect precisely emitted laser light from external base stations (light towers) positioned proximate to the user. This sensor data enabled the VR system to process the time and position of the detected light, using it to triangulate real-time positions and track user movement in three-dimensional space.
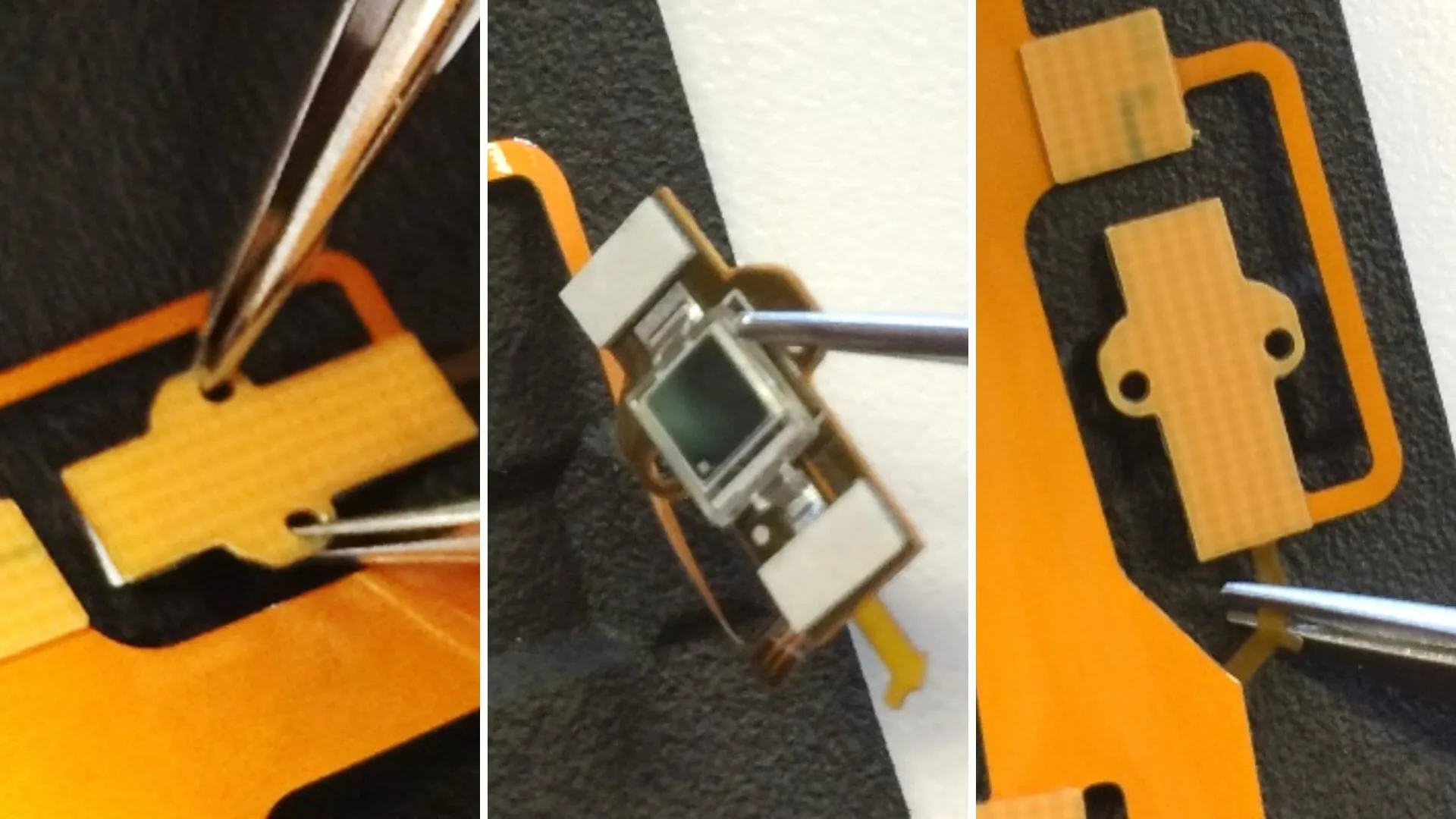
Each FPC assembly included a set of up to twelve (12) sensors, each requiring highly precise bonding onto the inside of a front or rear headset case using two extremely small pressure-sensitive adhesive tabs per sensor.
Manual sensor bonding was a painstaking process that resulted in excessive variation in the part positioning of the finished assembly. A technician, equipped with fine tweezers, would painstakingly prepare each FPC and its individual location sensors by carefully removing the adhesive tabs from each sensor and manipulating them onto the mounting locations throughout the inside wraparound of each molded front and rear case.

A completed flex PCB assembly required three (3) different FPCs comprised of 32 sensors per headset. Needless to say, the process to manual place and bond each sensor was arduous, slow, and resulted in too much variability due to inherently imprecise manipulation.
The result was a high degree of difficulty coupled with an inefficient pace to ensure consistent and successful bonding of all sensors equally with a tight tolerance of <0.75 mm from the center of each mounting position.

Adding to the cumbersome assembly, was a critical lack of quality validation. The technician could not easily confirm that all sensors were accurately positioned. Precise positioning was essential to ensure that downstream manufacturing would not encounter sensor issues with the required headset’s VR coordinate data.
Working in parallel with our PD team, AC’s Manufacturing Automation group identified key opportunities to transform the painstaking manual sensor placement and bonding process. By employing simple and effective mechanical constraints and mechanisms, our teams enabled the headset sensor assembly to be completed more accurately and efficiently. This also enabled a reduction in the number of technicians required to manage the process.
AC’s design solution was a compact, multi-axis, and force-adjustable tool enabling the precise material handling and positioning of assembly parts.
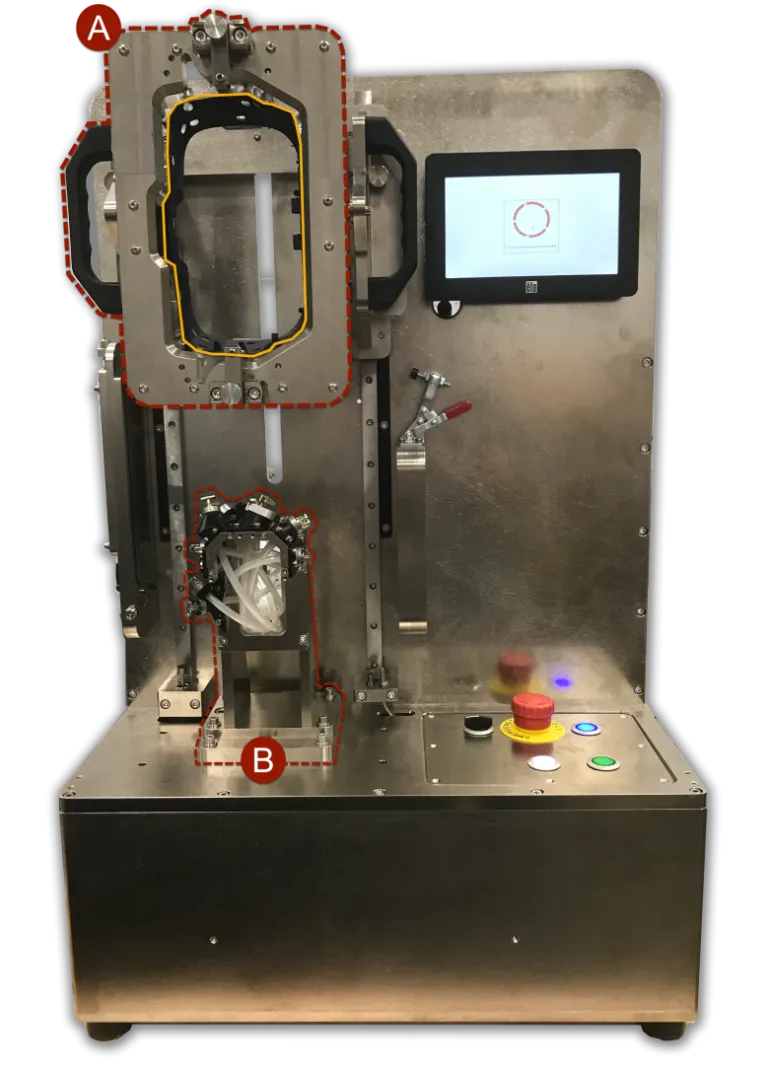
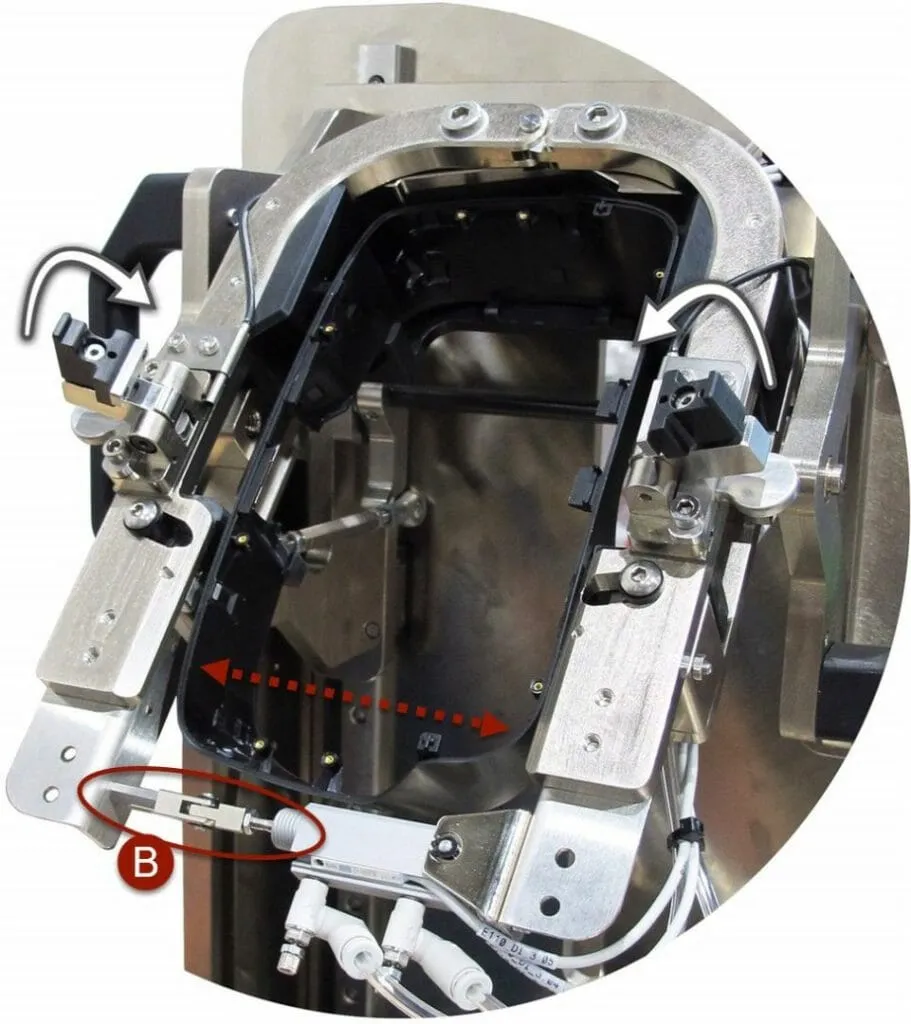
Flex Sensor Placement & Bonding Tools were developed for each distinct front and rear molded case. The tools would enable a technician to quickly secure a headset case into a carriage assembly (A) with the corresponding FPC and sensors secured onto a lower nest (B) where the sensor bonding sequence would be carried out.
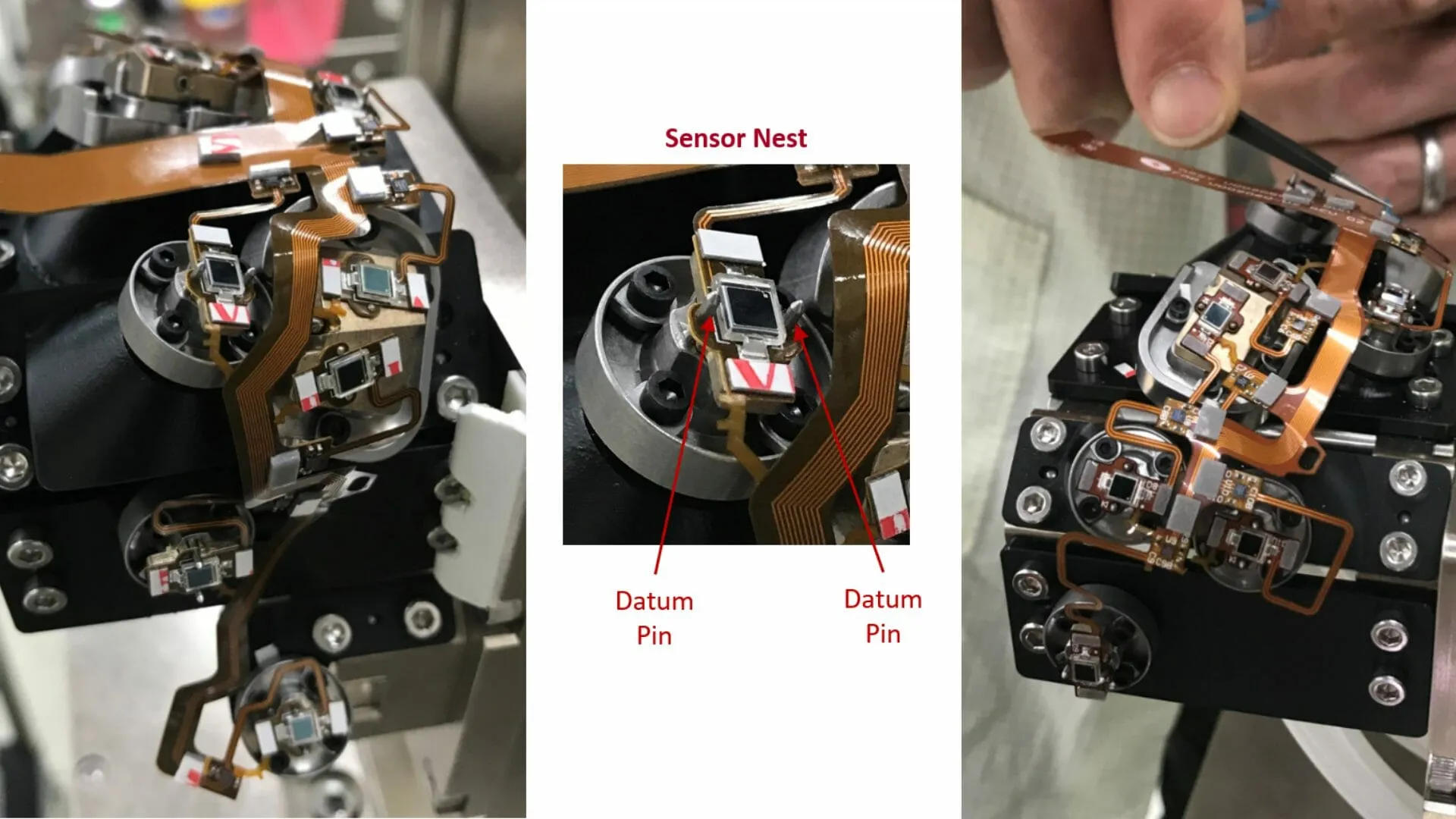
The lower nest would utilize an array of vacuum mounts and pneumatic actuators – a straightforward mechanical solution to enable precise energy control, actuation of the bonding sequence, and fine adjustability of the position of any given sensor if found to be misaligned because of minute deviations in manufacturing tolerances.
To address the most complex part position challenge, AC designed a convex nest with an array of vacuum and pneumatic actuators to achieve some critical requirements:
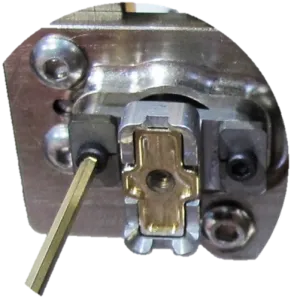
A simple, clever approach to the coordinated vacuum-to-pneumatic sequence was developed by AC’s Senior ME, Peter Van Tamlen. From an early prototype (shown below), he developed the control of both energy mechanisms by using a brass mounting pad for each sensor which was actuated by an inner vacuum tube nested within an outer pneumatic tube.
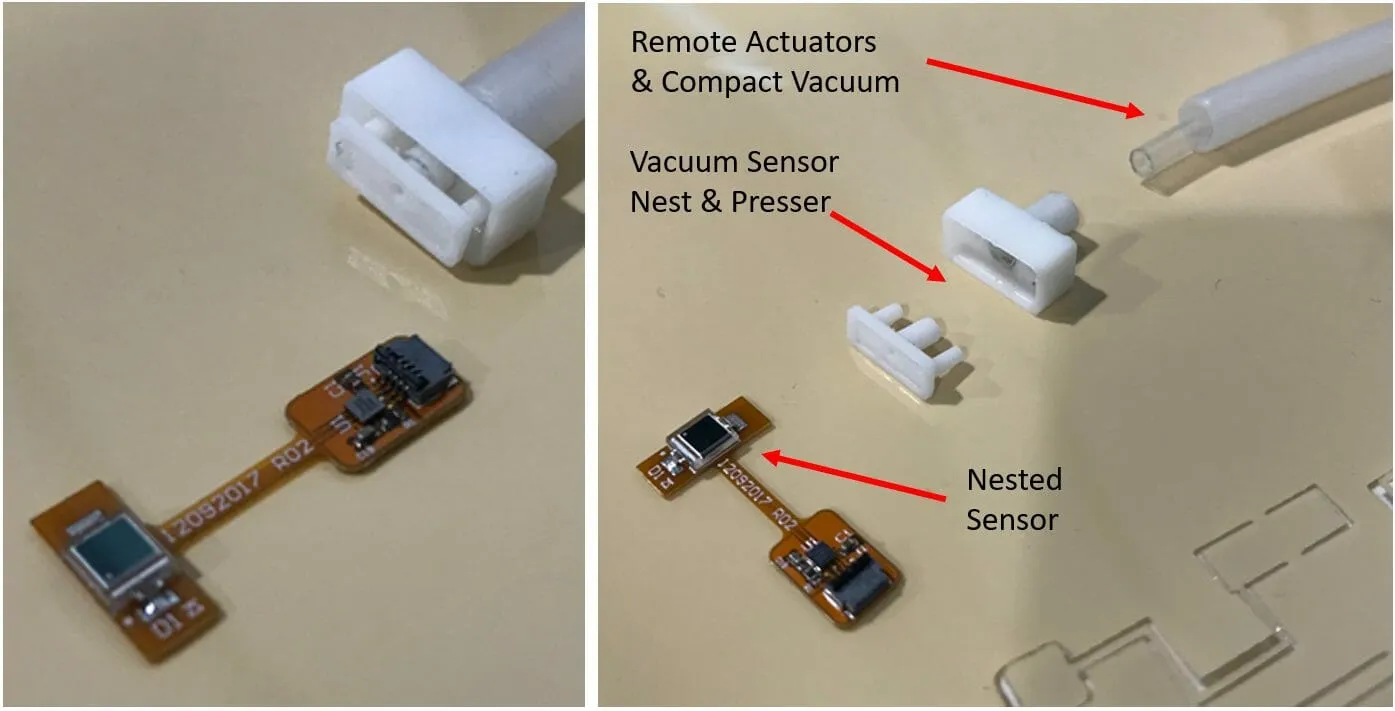
This mechanical design enabled our controls engineers to configure the exact vacuum required to hold each sensor securely in place for each position on the nest before the pneumatic extension of the brass mounting pad bonded the sensors to the interior of the molded headset case.
Because of potential manufacturing tolerance variances, the vacuum housing was designed with two (2) adjustable hex screws at each sensor position to enable a technician to fine tune the X- and Y-axis placement of each sensor. Additionally, the XY position of the tool base and the angle of the nest were all designed to enable fine adjustments. Valve’s technicians could ensure the ongoing accuracy of the position of the tool nest and the sensors as their assemblies evolved.
To monitor and supply precise vacuum to all 12 positions across the bonding nest, our team leveraged CODESYS automation controls platform to configure the system.
“Any loss of vacuum would fail the bonding of one or more sensors. This led to time-consuming manual inspection, failed product, and rework. So we needed to really dial in the dwell for each sensor position on the nest. CODESYS enabled us a develop a scalable IO solution to control the timing of each step in the operational sequence at a much more affordable cost than a conventional PLC Control System.” Chace Hutchins, AC Controls Engineer, Manufacturing Automation
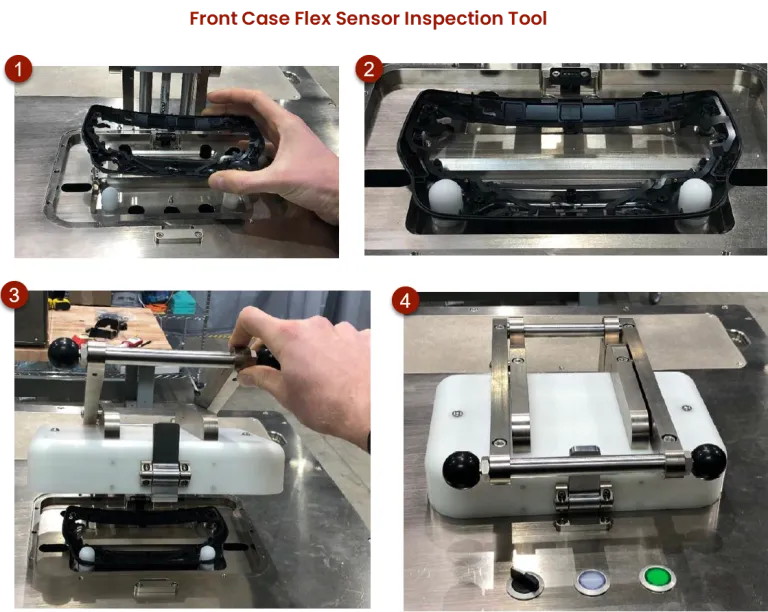
For precise positioning of the molded cases of the headset, the tool design also included an upper carriage assembly built to slide along linear rails. A technician could then place the headset quickly into the carriage (A) and securely clamp it into place before lowering it down the rails and over the nest.
To protect the delicate FPC and sensors in the lower assembly nest from making contact with the case as it was positioned, the team designed a horizontal cylinder (B) for automatically splaying the case open once the carriage clamps are engaged.

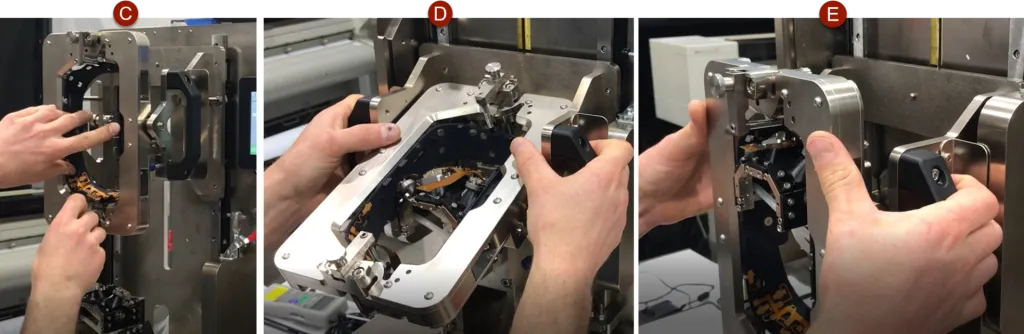
Disengaging dual locking pins, the technician slid the carriage down to a preset stop height. (C)
Designed to cam out at 90º rotation (D), the carriage remains splayed open slightly to avoid contact with the sensor bonding head and FPC before returning to its natural shape for the bonding sequence.
Finally, the technician clamps the case down at a precise distance above the sensor head. (E)
With the case secured over the nest at the preset position, the technician initiates the bonding sequence.
The tool identifies the correct position of the carriage and nest, actuates the brass sensor housing, and presses all sensors simultaneously into place within the interior of the molded case.
After the specified time, the tool disengages the pneumatics, and the technician releases the carriage to remove the completed case.
The completed carriage, linear rails, and splaying mechanism provide effective mechanical solutions that enable consistency, repeatability, and accuracy in handling the headset’s front and rear case parts, allowing for the successful and accurate bonding of sensors to the FPC on the nest.
To confirm that the assembly conformed to key accuracy criteria, technicians visually inspect completed case parts for the following criteria:
With a successful and repeatable part placement and bonding process completed, the next challenge was validation. Quality assurance involved measuring the accuracy of the positions of the bonded sensors, which were required to be within ±0.30 mm of the average for all six related case parts.
The team determined that sensor bonding, followed by a rapid part inspection, enabled the technician to quickly load the headset subassembly into a nest and initiate an automated visual inspection sequence.


The validation and inspection tool requires precise placement and keyway positioning of each front or rear case.

AC’s Automation Controls team devised the Flex PCB Sensor Inspection Tool with a vision inspection system that analyzed and validated the position of bonded sensors attached to each completed case. The team also configured highly sensitive FLIR Backfly CMOS cameras inside the inspection tool to capture the precise positions of each sensor bonded to the case.
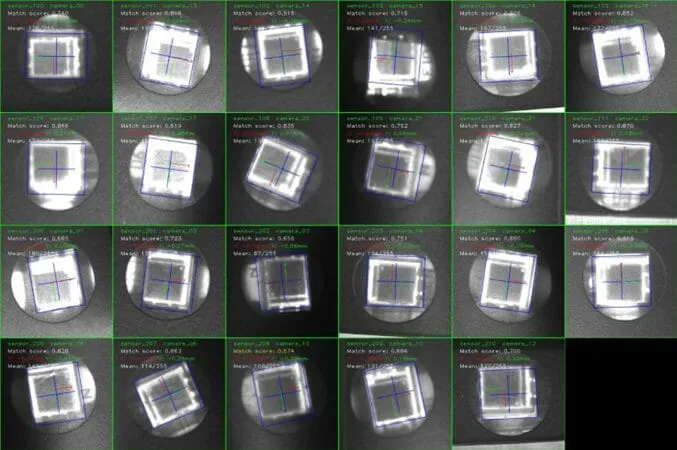
“We considered using a robot to point a single camera at the multiple positions of the bonded sensors. But it turned out to be less costly and more efficient to connect seventeen (17) high sensitivity cameras through USB3 using the OpenCV vision library for image processing. We could measure the location of each bonded sensor at once and analyze the XY position of each sensor almost instantly. It was a better fit for our client all the way around.” Steve Frankovich, Principal Controls Engineer, AC Manufacturing Automation


By leveraging the cameras light sensitivity in the IR range, the tool’s vision inspection system accurately captured and analyzed the position of each FPC sensor.

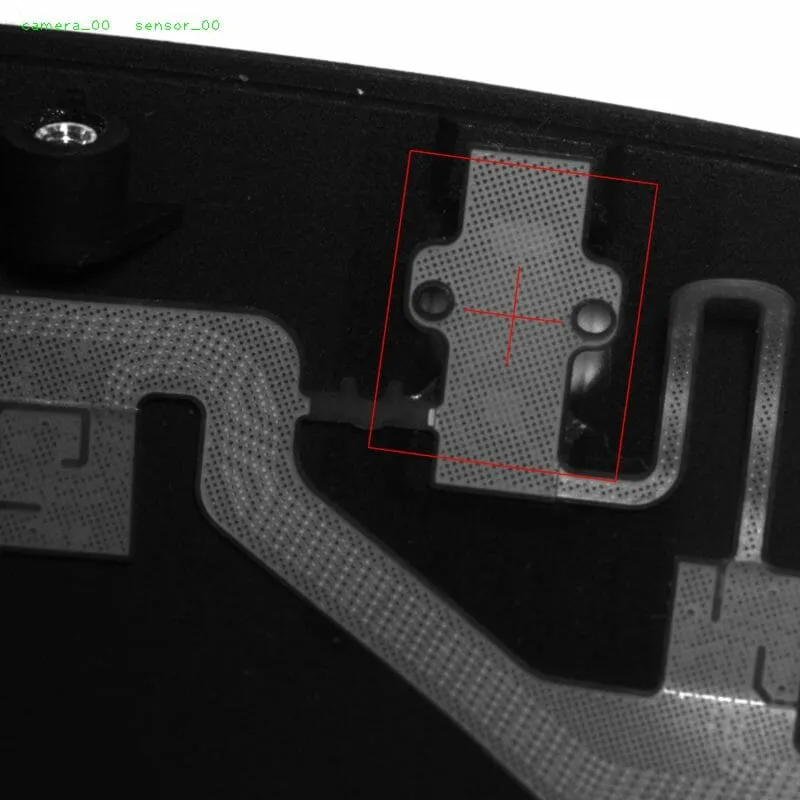
The system flagged any XY deviation from center that exceeded the allowable tolerance in the composite image to identify a match score.
The performance of the tool was validated against quality assurance criteria:
Through a highly collaborative approach, AC’s Automation engineers devised a novel solution to this uniquely challenging flex PCB sensor bonding material handling and vision inspection project.
Our engineering teams were able to deploy tools for Valve’s VR headset assembly that would effectively:
Valve planted their flag in the VR industry, which has grown year over year, with the number of monthly-connected VR headsets on Steam passing 3 million in recent years. But Valve's success isn’t the only story to tell. What about yours?
The future of VR is happening now. Let AC help you lead with your technology and innovate in this dynamic market. Speak with one of our engineers today.



.png)

